


离心浇铸
首先将原材料放入熔炉中进行熔化,并使温度达到1600摄氏度以上,为防止将钢水注入模具后立马凝固,因此要同时将模具进行加热,并保持到800摄氏度以上的温度;启动离心机,并将钢水注入到预热后的模具当中,待模具自然冷却到800摄氏度左右时,停留10分钟左右,用冷水浇注,使材料温度接近室温后,取出铸件,这样浇铸法兰就制好了。






对焊法兰规格参数
1、螺栓孔内径:50mm-2130mm;
2、螺栓孔外径:11mm-30mm;
3、法兰的厚度:12mm-58mm;
4、法兰内径:A型(18mm-2036mm),B型(15-2024mm);
5、法兰外径:A型(17.2mm-2032mm),B型(14mm-2020mm);
6、法兰重量:0.36kg-234.6kg。
对焊法兰与平焊法兰区别
1、两种法兰的主要区别在于与管件的焊接方式不同,平焊法兰只需要单面焊接,而对焊法兰需要双面焊接;
2、对焊法兰通常是带颈法兰,而平焊法兰则没有,如果对安全要求比较高,则使用对焊法兰。

对焊法兰因为他形状特殊只能通过锻造方式加工。
一般用胎模锻,模锻,辗制,自由锻这几种工艺生产。
小尺寸量大用模锻,量小用胎模锻。
大尺寸量大用辗制,量小用自由锻。
对焊法兰在与管件的焊接过程中比较繁琐,需要与管件内、外部同时进行焊接,但是安全系数较高,因此广泛被应用于各种管件的连接工程中。如果你想了解更多相关信息,就继续关注我们 武汉晨希物资有限公司吧!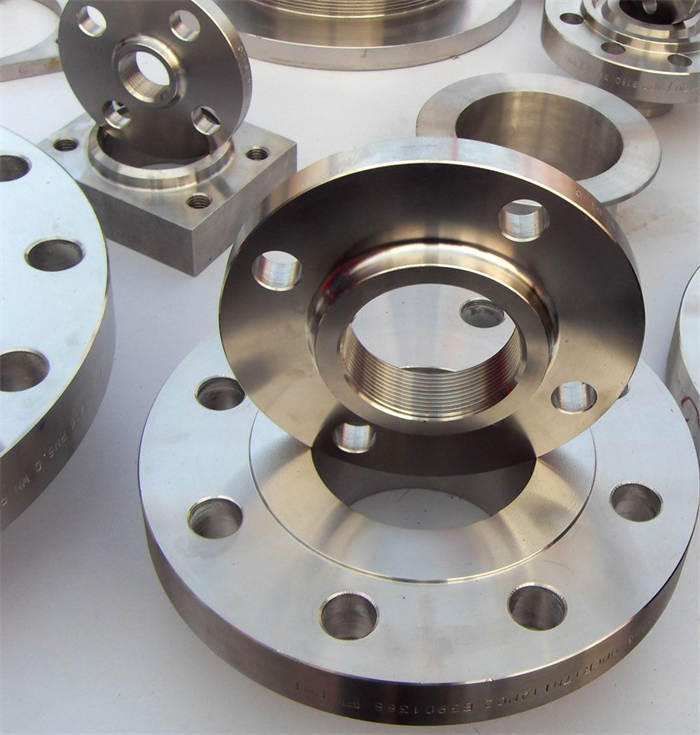




 在线客服
在线客服 15107153343
15107153343 1961146779@qq.com
1961146779@qq.com