







焊接时运条必定要在厚管上进行,选用短焊缝焊接或点焊进行焊接。不锈钢法兰焊接时要时间观测波纹管熔化状况,一般一次熔化1~3个熔池,不宜接连焊接,特别在空隙较大时十分简单烧穿,不锈钢法兰电弧焊接的技巧就是电弧不能直接指向波纹管,而用电弧余热熔化波纹管进行焊接。不锈钢法兰焊接时要注意这些事项。
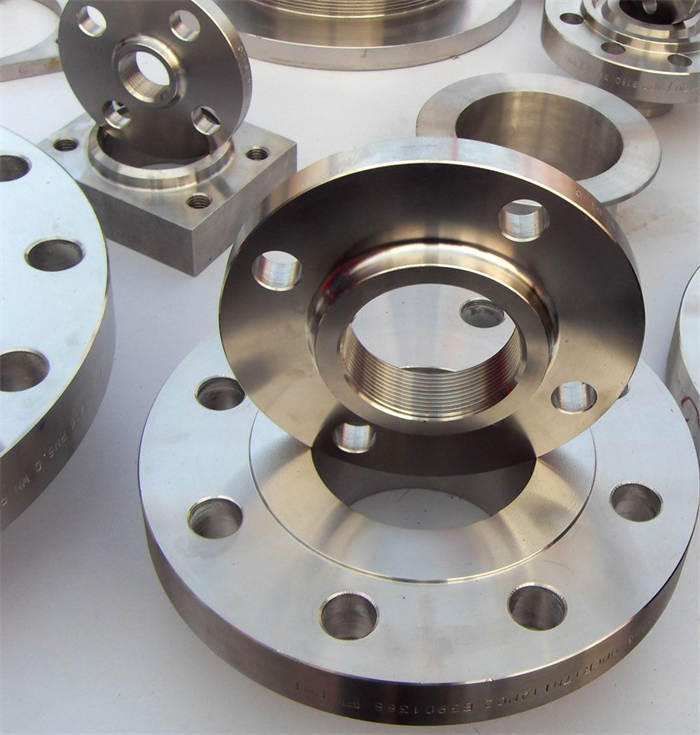
对焊法兰的焊接安装需要法兰双面焊。一般的对焊法兰多为带颈法兰也叫奶嘴法兰。对焊法兰用于中、高压管道的连接,对焊的法兰一般是至少PN2.5MPa,采用对焊是为了减少应力集中.另外,对焊法兰的焊接安装需要法兰双面焊, 所以对焊法兰的安装费,人工费和辅材费要高点,因为多一道工序。

对焊法兰规格参数
1、螺栓孔内径:50mm-2130mm;
2、螺栓孔外径:11mm-30mm;
3、法兰的厚度:12mm-58mm;
4、法兰内径:A型(18mm-2036mm),B型(15-2024mm);
5、法兰外径:A型(17.2mm-2032mm),B型(14mm-2020mm);
6、法兰重量:0.36kg-234.6kg。
对焊法兰与平焊法兰区别
1、两种法兰的主要区别在于与管件的焊接方式不同,平焊法兰只需要单面焊接,而对焊法兰需要双面焊接;
2、对焊法兰通常是带颈法兰,而平焊法兰则没有,如果对安全要求比较高,则使用对焊法兰。




 在线客服
在线客服 15107153343
15107153343 1961146779@qq.com
1961146779@qq.com